Tilgangur verkefnisins er að læra ferlið í kringum 3D prentun út frá eigin 3D hönnun með því að skoða takmarkanir og kosti 3D prentara og kynnast 3D skönnun lauslega.
Lýsing frá kennara
Einstaklingsverkefni:
Hannaðu módel fyrir 3D prentun sem ekki væri hægt að framkvæma með frádráttar framleiðslu (addative vs subtractive). Prentaðu hlutinn (max 100g af plasti skv. slicer).
Prentararnir sem eru til í HÍ eru:
Prusa MK3+, Creality CR-10 MAX.
3D Skannaðu einhvern hlut, t.d. með photogrammetríu. Sýndu framvinduna á heimasíðunni þinni. Hópaverkefni:
Veljið 3D prentara og ákvarðið hönnunar reglur / þvinganir (t.d þörf á stuðning, veggþykkt, prentunar átt, yfirborðs gæði, innfylli...). Skráið á sameiginlegu vefsvæði.
Það getur verið nytsamlegt að geta skannað hluti úr raunveruleikanum og fá stafræna útgáfu af þeim. Núverandi tækni til þess að 3D skanna er frekar góð, klárlega betri en hún var áður, en útgáfan af henni sem almenningur getur nýtt sér er kannski ekki upp á marga fiska. Ég hafði prófað að 3D skanna eitthvað örlítið áður þannig ég hafði kynnst nokkrum forritum sem hægt er að nota. Ég hef til dæmis prófað að nota Qlone en fyrir það þarf að prenta út blað sem forritið notar sem bakgrunn og hjálpar því við að skanna hlutina. Skönnunin virkaði ekki alveg þegar ég prófaði forritið en það eru komin svona 1-1,5 ár síðan ég prófaði það þannig kannski er Qlone orðið betra núna (samnemandi minn prófaði það og það kom frekar vel út). Hér er mynd af merki Qlone (og linkur á síðuna þeirra)
Ég ákvað að nota Polycam því ég hafði prófað það áður og það reyndist mér frekar vel. Hér er mynd af merki Polycam (og linkur á síðuna þeirra)
Ég byrjaði á því að skanna keppnisbikar sem ég átti heima. Hér er bikarinn (venjuleg ljósmynd, ekki skönnun)
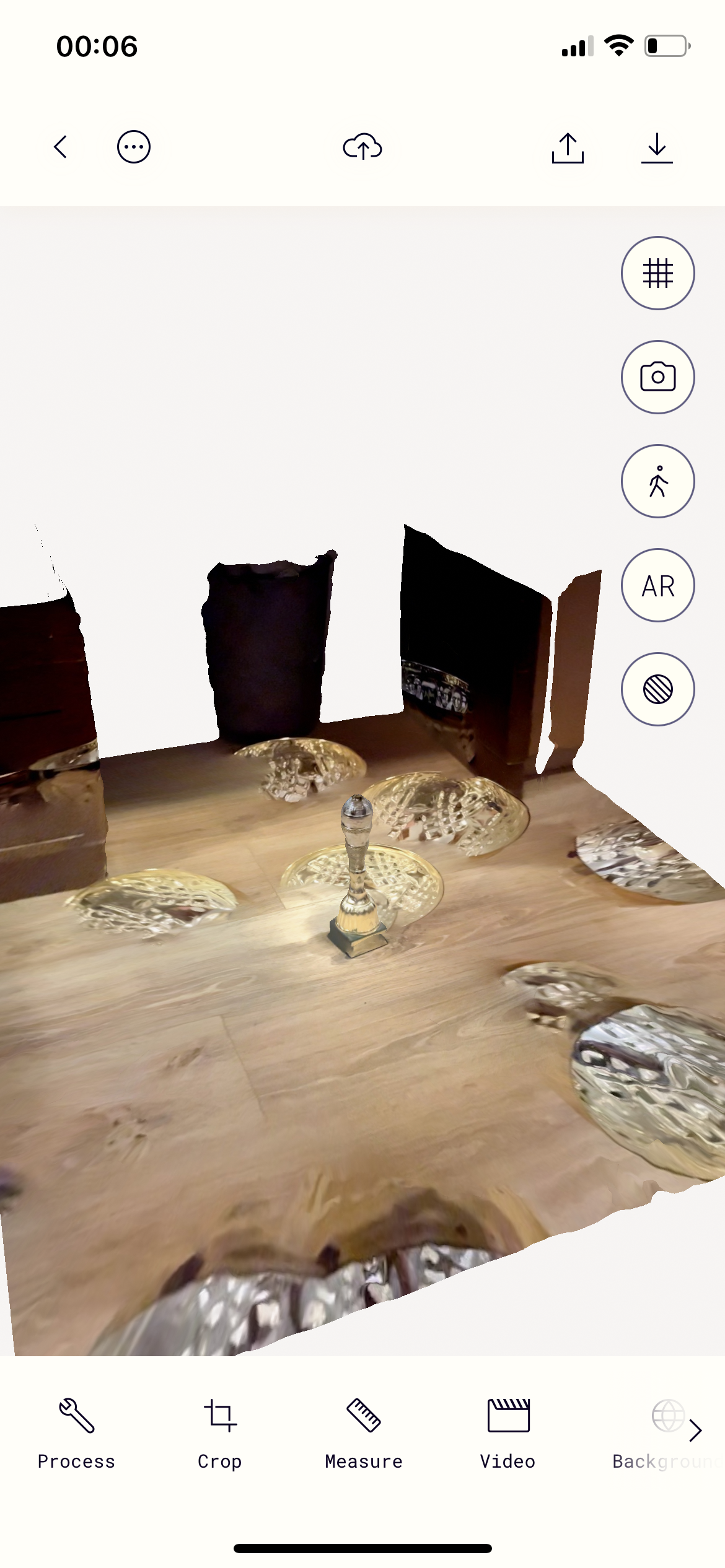
og hér er niðurstaðan úr 3D skönnuninni (LiDAR-mode)
(úrvinnsla úr gögnunum tók um 30 sekúndur)
Eins og sjá má er þetta eitthvað mjög skrítið, það vantar bikarinn ofan á bikarinn og gólfið er stórfurðulegt. Ég fattaði ekki alveg hvers vegna þetta væri að gerast en þá rakst ég á leiðbeiningarmyndbönd sem voru í forritinu sjálfu. Hér fyrir neðan eru því heillaráð varðandi 3D skönnun sem ég fékk úr þessum myndböndun (og eitthvað smá frá minni eigin reynslu).
Gott er að nota punktnetið (sem birtist þegar verið er að 3D skanna) sér til aðstoðar til þess að vita hvað forritið er búið að skanna/greina
Einnig er gott að fara hægt yfir þegar verið er að 3D skanna og ferðast í „S“-laga ferlum eða zik-zak
Best er að hafa sem styðstan tíma á milli þess sem sömu fletir eru skannaðir, frekar bara skanna einu sinni hægt og vel
3D skönnun virkar ekki vel með hlutum sem eru gagnsæir eða hlutum sem annað hvort glampar og endurspeglast mikið á
Til eru 2 stillingar í Polycam forritinu, LiDAR-mode og Photo-mode. LiDAR-mode notar LiDAR tækni (sem er núorðið komin í margar síma, t.d. minn) og hentar vel til þess að skanna stærri rými þar sem miklar fjarlægðarbreytingar eru í skönnuninni. Photo-mode hentar hins vegar vel í að skanna staka hluti og það er gert með því að taka margar myndir frá öllum sjónarhornum og síðan sameinað í eina þvívíddar skrá
Eftir að hafa lesið áttað mig á þessu, áttaði ég mig á því að bikarinn væri kannski ekki besti hluturinn til þess að 3D skanna því það glampar mjög mikið á hann. Ég ákvað því að skanna einhvern annan hlut til þess að fá betri skönnun og ákvað að skanna gervihauskúpu sem ég átti líka til.
Núna áttaði ég mig á því að ég hefði notað LiDAR-mode þegar ég skannaði bikarinn og ákvað að prófa bæði LiDAR-mode og Photo-mode á hauskúpunni til samanburðar. Hér er ljósmynd af hauskúpunni
og hér er mynd af 3D skannaðri hauskúpu með LiDAR-mode
(úrvinnsla á gögnunum tók um 20 sek)
Hér er myndband af þessari skönnun
Þetta kemur frekar vel út en ég prófa samt Photo-mode til þess að bera saman niðustöðurnar, bara af því bara.
Hér er hauskúpan 3D skönnuð með Photo-mode
(úrvinnsla á gögnunum tók um 20 sek)
Hér er myndband af þessari skönnun
Eitthvað fór úrskeiðis, hauskúpar er öll að leka, en þetta gæti verið verra. Prófa aftur til þess að reyna fá betri niðurstöðu. Hér er önnur tilraun á Photo-mode
(úrvinnsla á gögnunum tók um 20 sek)
Hér er myndband af þessari skönnun
Þarna sannaði ég það að þetta gæti verið verra. Mér finnst líklegast að í þetta skiptið hafi það komið í bakið á mér að það hafi líka glampað örlítið á hauskúpuna, og þess vegna hafi liturinn aftur smitast á gólfið, en það er svo sem bara ágiskun.
Niðurstaðan er því sú að best er að nota LiDAR tæknina til þess að 3D skanna hluti, eins og er, (besta skönnunin mín er klárlega LiDAR hauskúpan) en þetta er eins og með hvað annað, 3D skönnun þarfnast klárlega æfingar.
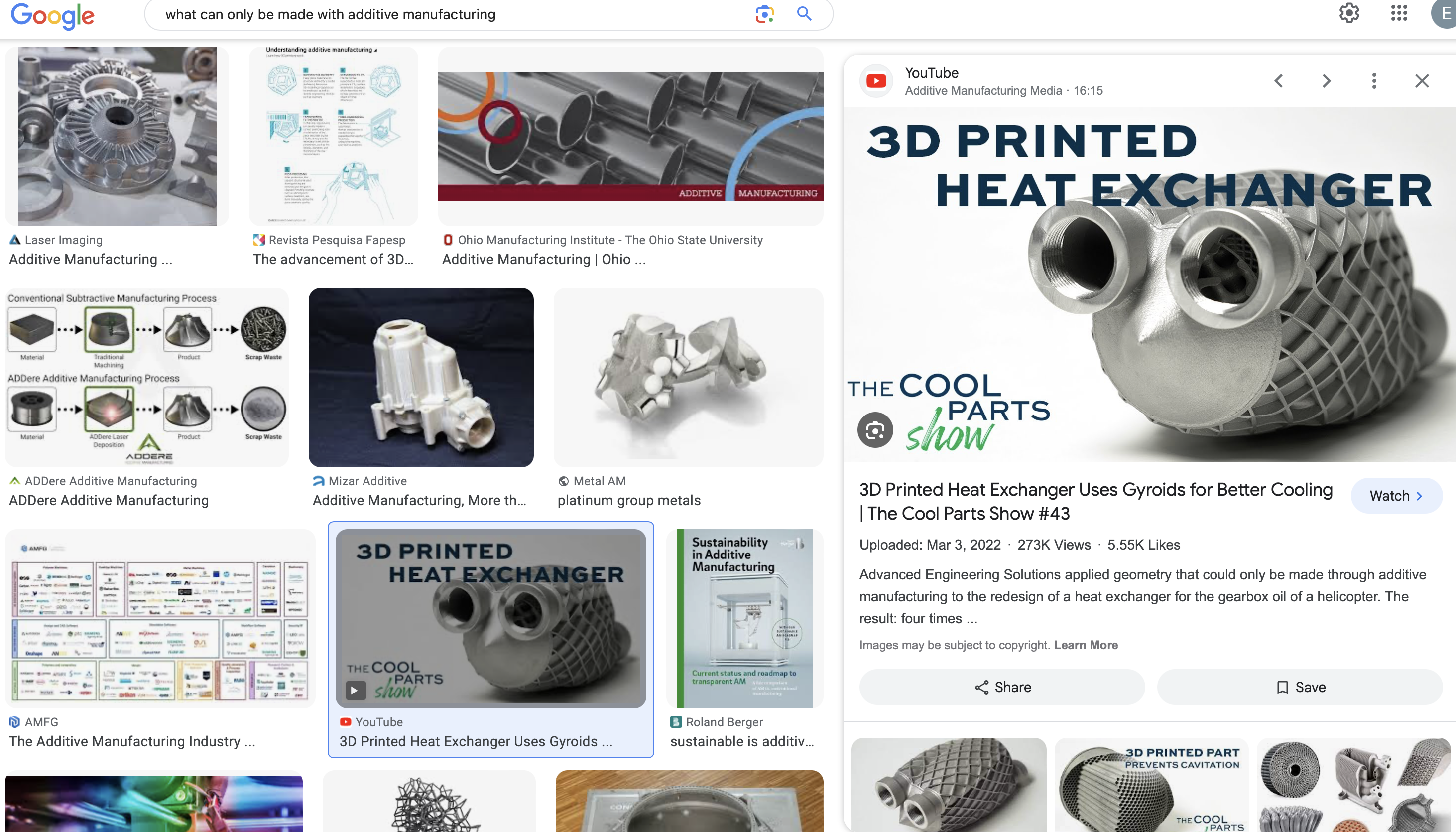
Það fyrsta sem ég gerði var að velta því fyrir mér einhverjum nytsamlegum hlutum sem ég gæti 3D prentað. Verkefnið snýst um að átta sig á kostum 3D prentunar fram yfir fræsingu og skurð (e. subtractive manufacturing). Þess vegna þarf að búa til hlut sem er einugis hægt að gera með viðbótarframleiðslu (e. addictive manufacturing). Til þess að koma mér af stað, byrjaði ég a því að komast að því hvað væri einugis hægt að gera með viðbótar framleiðslu með því að google: „what can only be made with additive manufacturing“ (frumlegt, ég veit). Ég skoðaði myndirnar sem birtust og fann þessa mynd
Út frá þessari mynd (sem sjá má hægra megin á myndinni að ofan) datt mér í hug að gera peningabox sem lýtur út eins og dýr. Í þeirri útfærslu væi hægt að gera göt í stað augnanna, þar sem hægt væri að ná peningunum út.
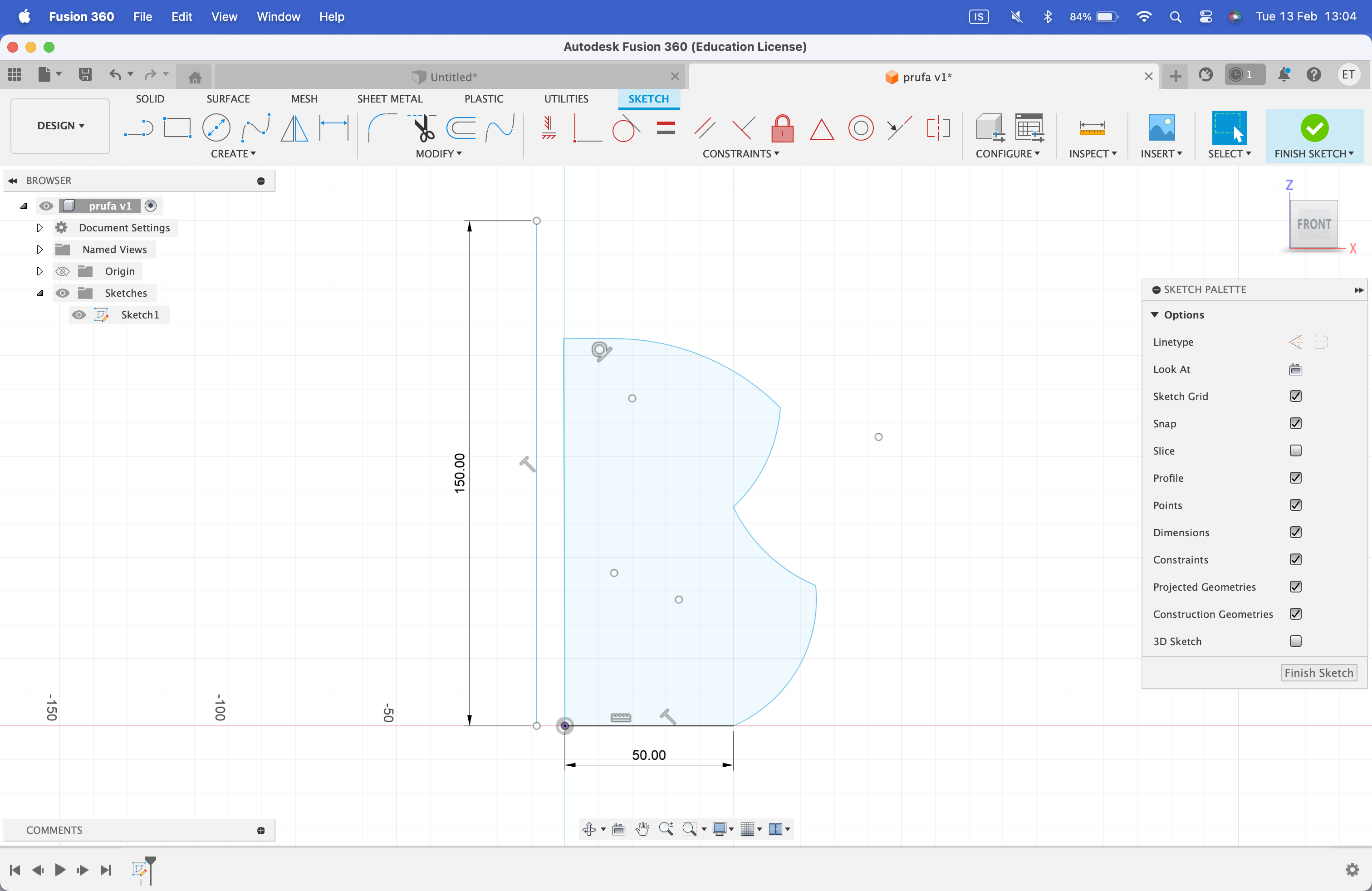
Ég byrjaði að teikna hlutinn sem ég hafði í huga í Fusion 360. Hér má sjá þá teikningu, eins langt og hún komst.
Ég áttaði mig fljótt á því að þessi hugmynd væri mikið vesen og það var vegna margra ástæðna, t.d.:
ég var ekki viss hvernig ég myndi hafa „dýrið“ í laginu svo það væri gerlegt fyrir 3D prentarann að prenta það
ég var ekki viss hvort það myndi virka að prenta þetta hollt að innan (eftir á veit ég að það er ekkert mál að búa til hluti sem eru holir að innan svo lengi sem „overhang“-ið verður ekki of mikið)
ég einfaldlega sá ekki alveg fyrir mér hvernig hluturinn ætti að verða
Dags.: 13.02.'24
Ég ákveð að breyta um hugmynd og nýta frekar peningabox hugmyndina í verkefni 2 í sama áfanga. Síðan lagði ég höfuðið í bleyti og reyndi að finna eitthvað sem ég gæti gert fyrir þetta verkefni en allt kom til alls og mér datt ekkert í hug. Þá ákvað ég að gera eitthvað sem væri alveg algjörlega tilgangslaust og þá datt mér strax verkefni í hug sem ég gæti gert. Ég ætla að gera rennibraut fyrir kúlur, eins konar „fitget“ leikfang. Næsta skref var því bara að hanna hlutinn.
Ég byrjaði á því að átti mig á/setja mér eftirfarandi hönnunarskorður:
Hluturinn þarf að vera minni en 150x150x150 mm, því prentflöturinn á prentaranum sem ég var að vinna með var ekki nema svo stór (þetta er minn eigin prentari, prentararnir í skólanum voru stærri, 200x200x200 mm held ég)
Hluturinn á að vera skalanlegur; þannig ég þarf að búa hann til með parametrískri hönnin í huga
Auðvelt á að vera merkja hlutinn, hugmyndin er að hafa smá kant í kringum rennibrautina til þess að leysa það
Það á að vera öruggt að prenta þetta prent í öðrum prenturum án þess að allt fari í rugl, s.s. ég þarf að passa að hanna hlutinn með 3D prentun í huga (t.d. ekki of mikið „overhang“)
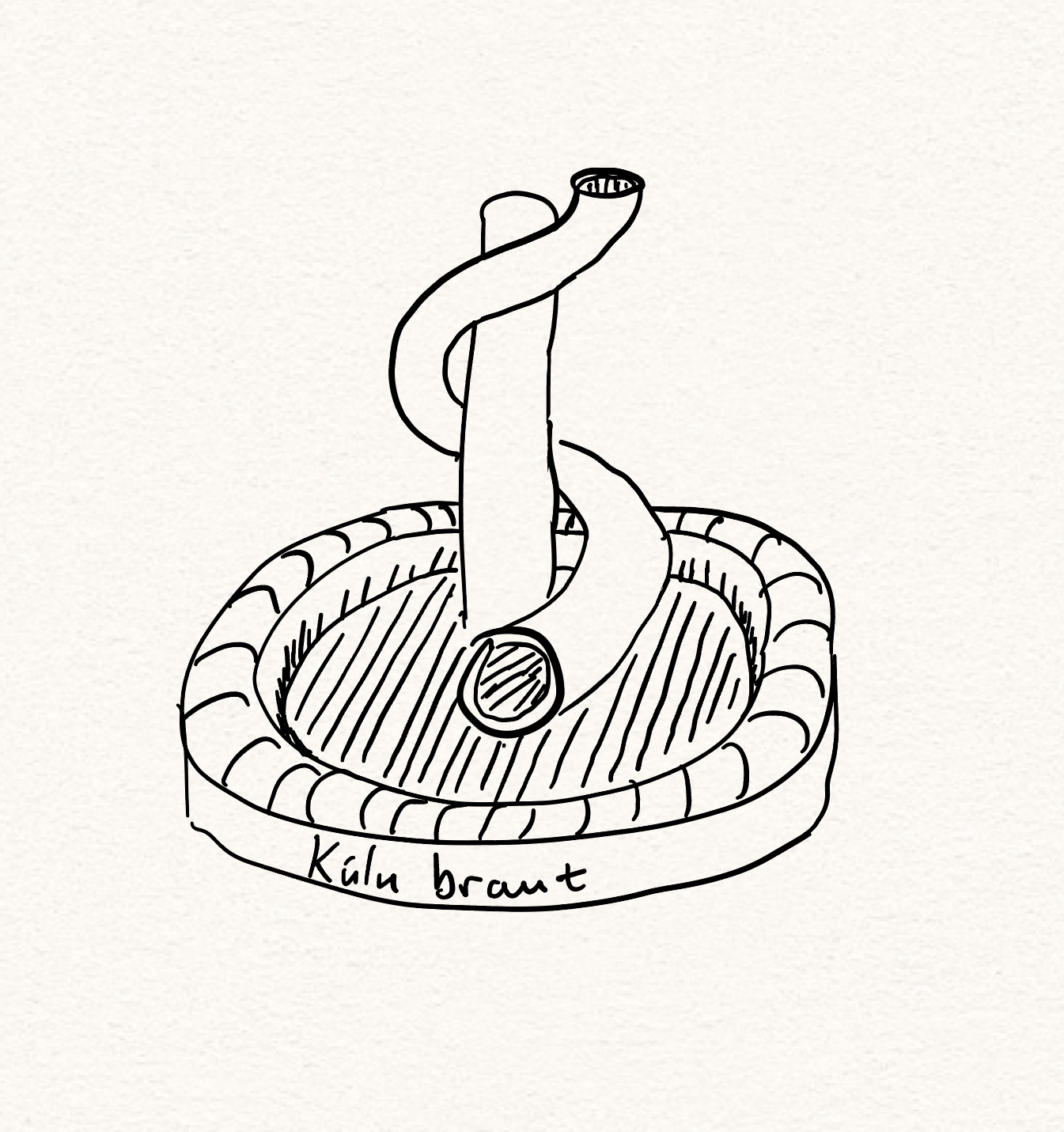
Hér er uppkast af því hvernig ég sá rennibrautina fyrir mér
Dags.: 14.02.'24 (the day of love)
Ég fer í það að búa til hlutinn, hér mun ég sýna myndir af ferlinu þegar ég er að búa hann til
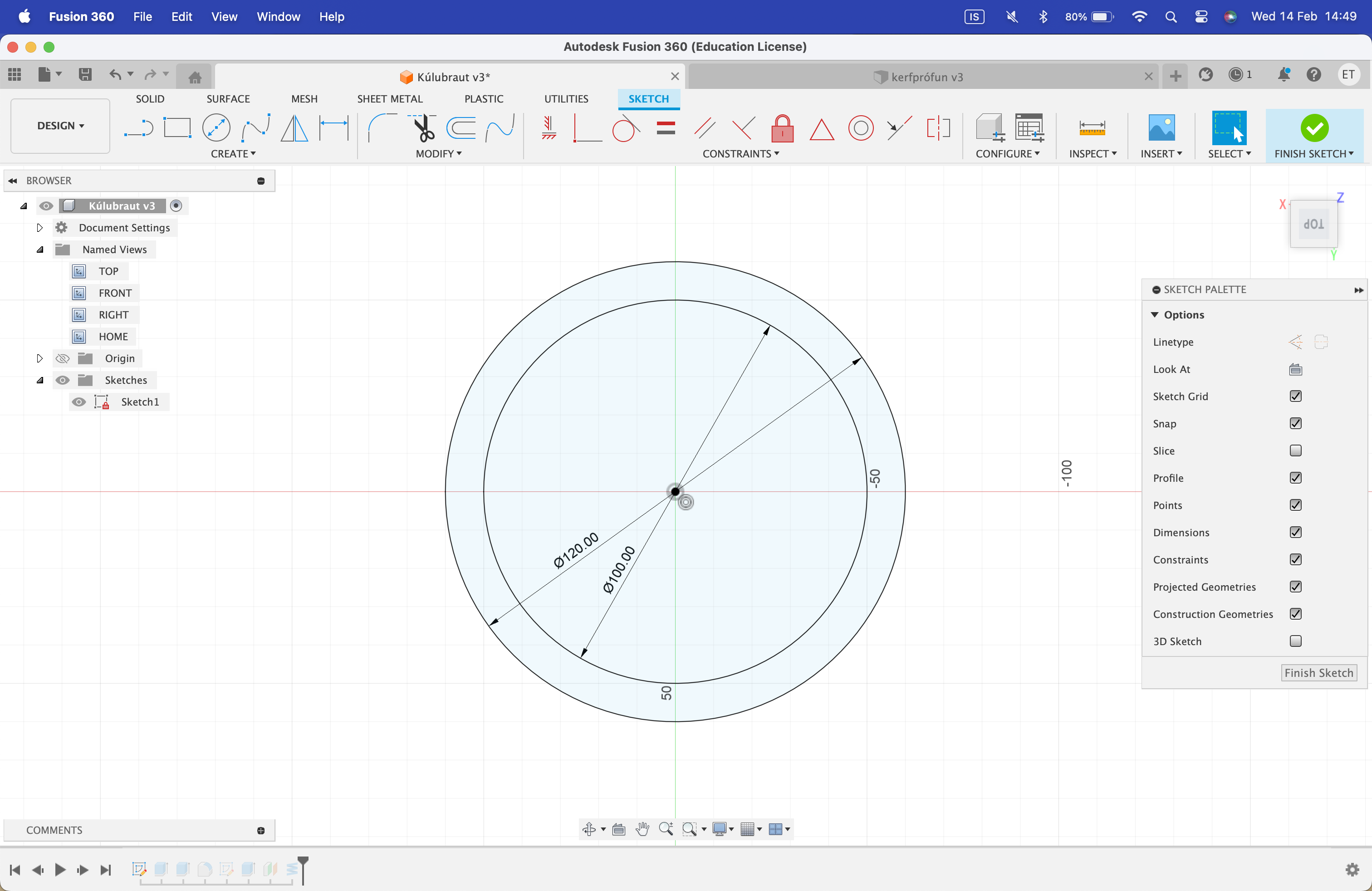
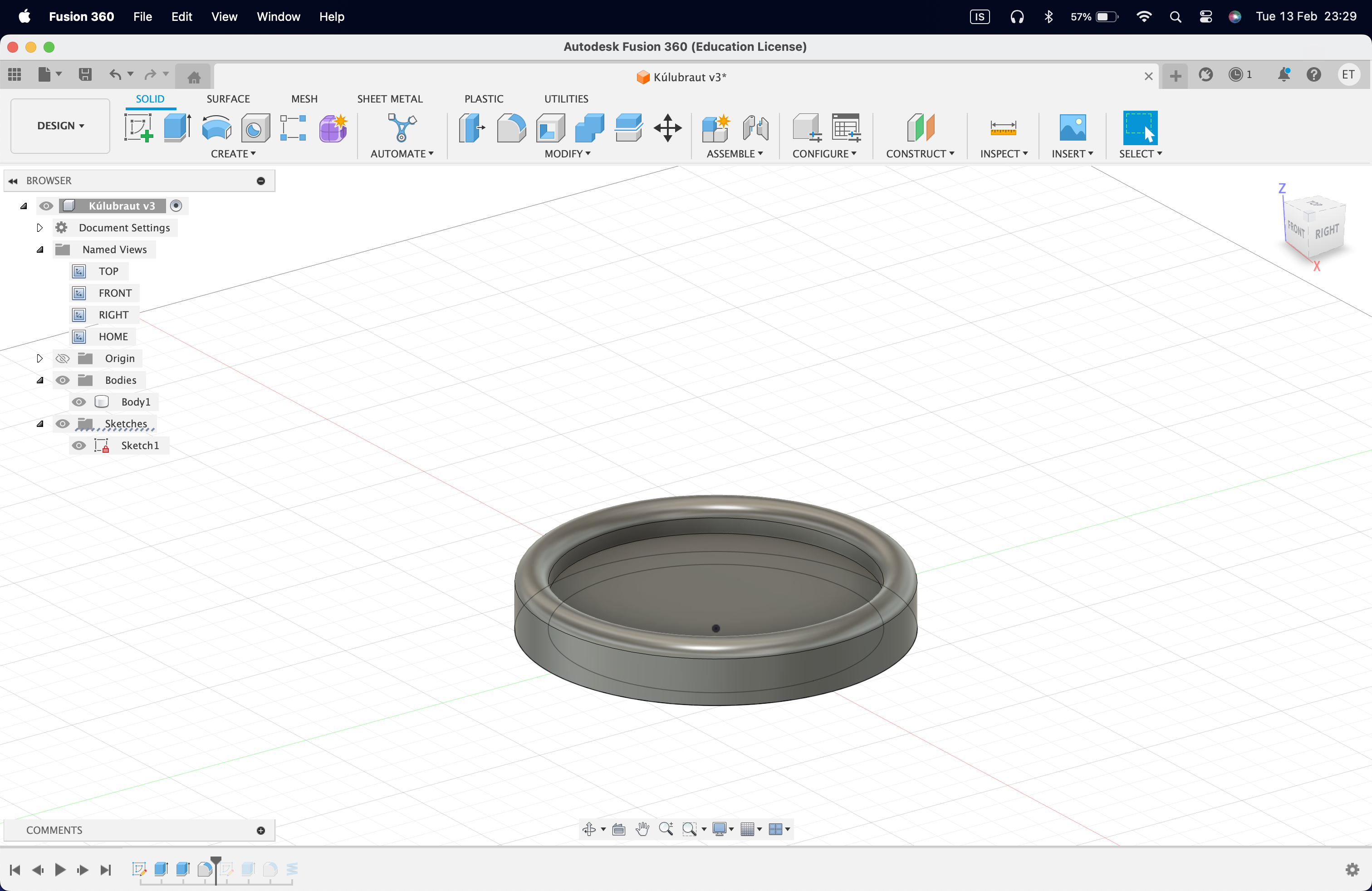
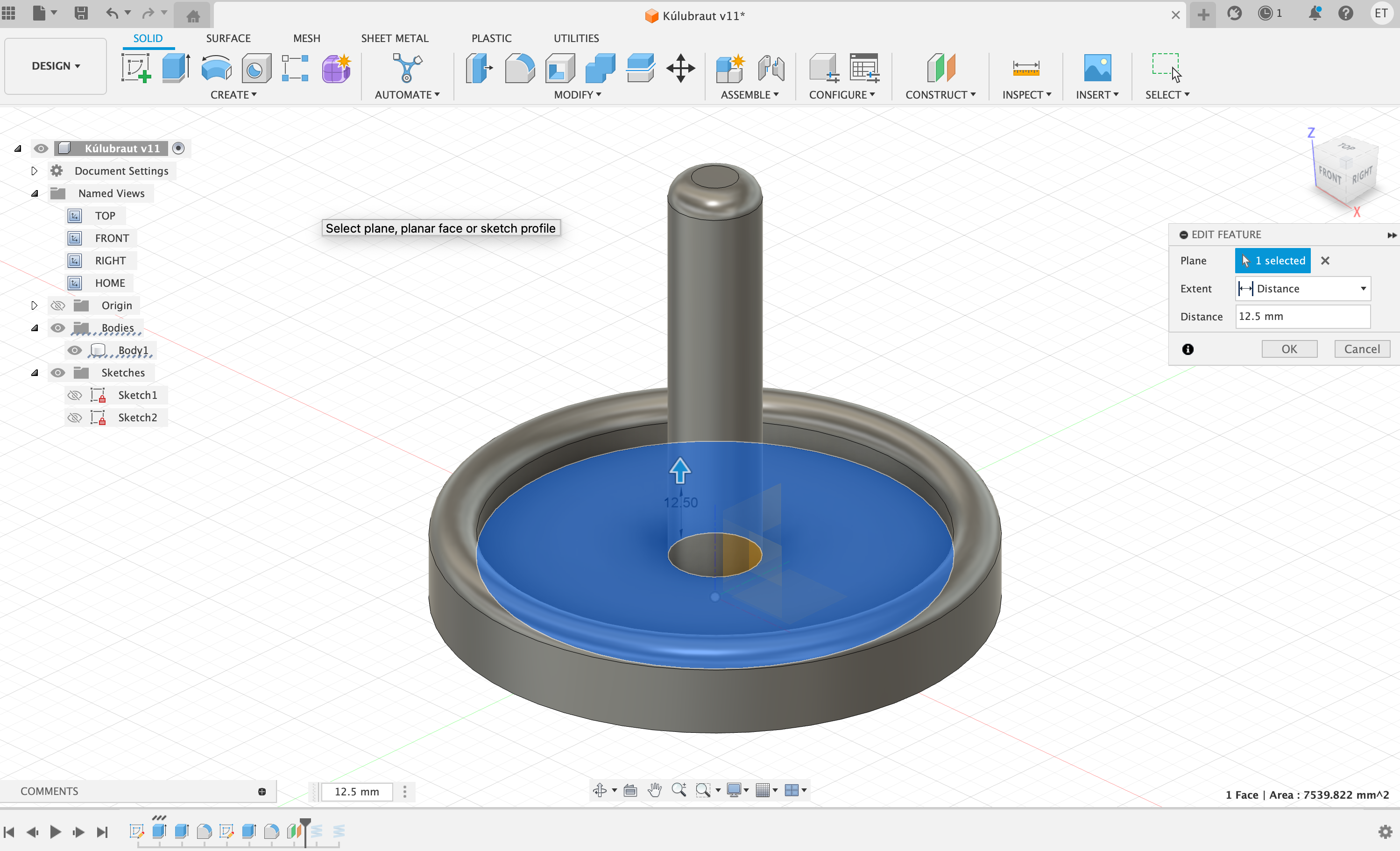
Hér er botninn með kantinum svo hægt sé að merkja hlutinn (hvort sem það er að nota penna, límmiða eða innbyggt í 3D hönnunina) og miðju súlan
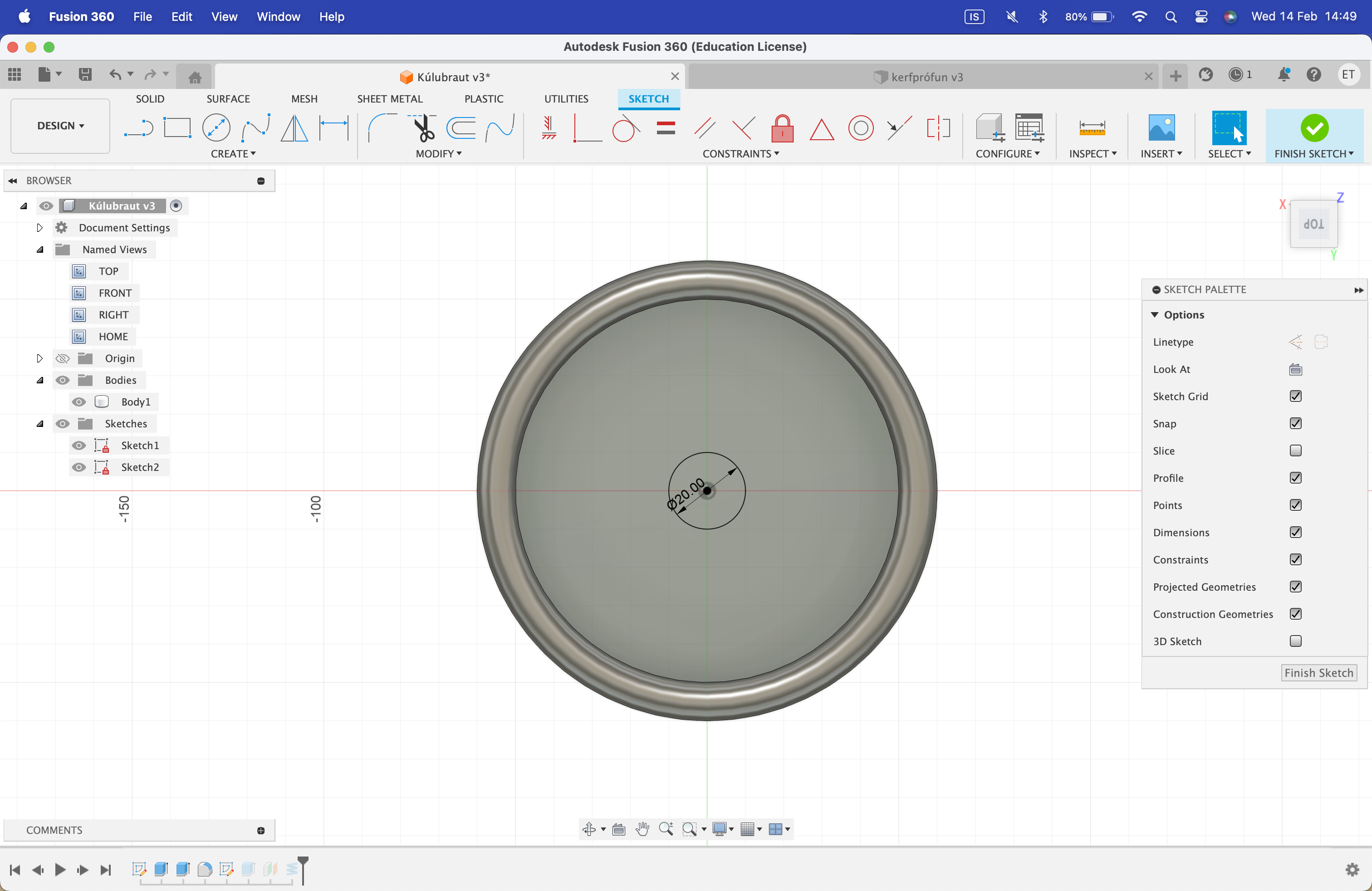
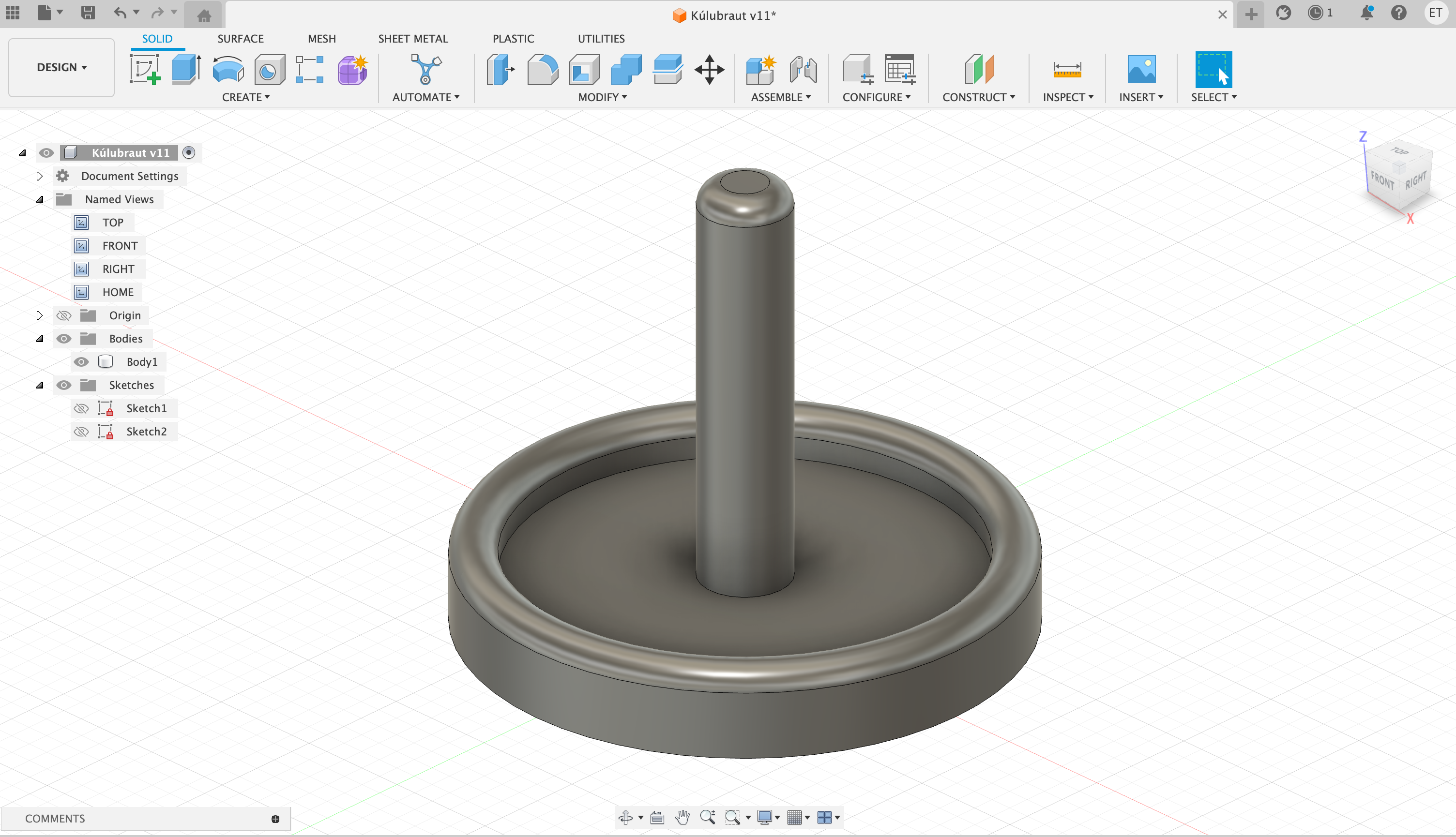
Hér er súlan
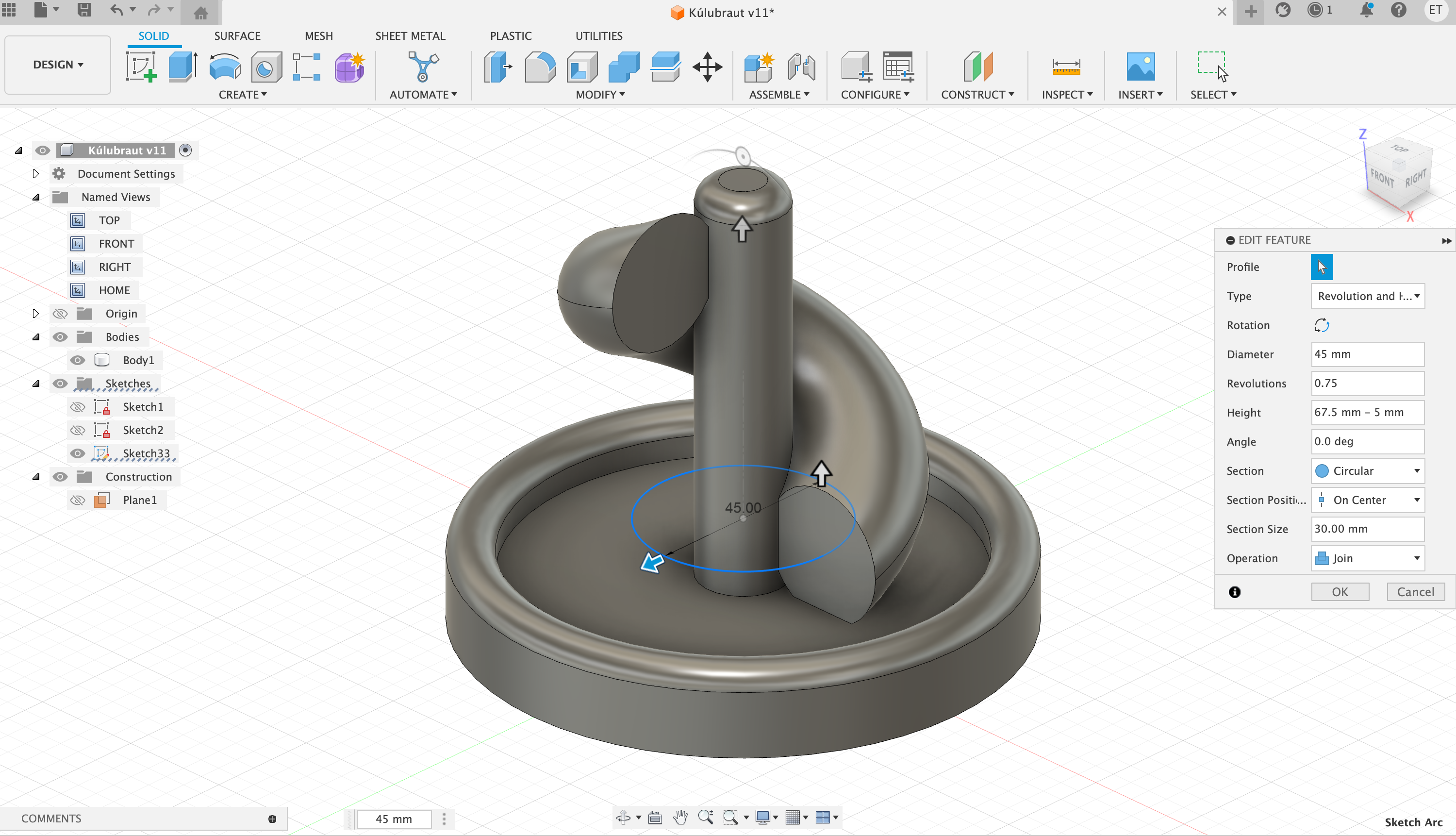
Hér kemur rennibrautin. Til þess að gera hana fékk ég innblástur frá þessu myndbandi en endaði samt bara á því að nota eiginleika í Fusion sem heitir „Coil“ (e. Coil feature). Ég hafði snúning rennibrautarinnar heilan hring utan um súluna (til að byrja með).
Til þess að vita hversu sver rennibrautin þyrfti að vera mældi ég kúlurnar sem ég ætlaði að nota (járnkúlur sem ég átti til heima) og notaði síðan hinu háfleygu aðferð „Ca-u.m.þ.b.“ til þess að ákveða innra þvermál rennibrautarinnar, ég passaði bara að hafa nóg pláss svo kúlurnar myndi renna vel í gegn. Hér er mælingin og allar helstu breytur sem ég notaði fyrir rennibrautina
Mælingar:
Þvermál kúlu: 17,4 mm
Innra þvermál rennibrautar („Coil feature“; Join Solids): 20 mm
Snúningurinn byrjar í hæð (mv botninn, notaði „Offset plane“ til að byrja „Coil“-ið): 12,5 mm (radíus ytra þvermáls rennibrautar) - 2,5 (því ég vildi að veggurinn væri ofan í botninum) = 10 mm
Snúningurinn hættir í hæð: 90 mm (hæð súlunnar) - 10 mm (gera ráð fyrir að snúningurinn byrjar í 10 mm hæð) - 12,5 (radíus ytra þvermál rennibrautar) = 67,5 mm
Þvermál snúnings: 20 mm (súlan sjálf) + 20 mm (innra þvermál rennibrautar, vil að veggirnir séu inn í súlunni) = 40 mm
Ég sá að overhang-ið gæti orðið vesen þannig ég ákvað að breyta fjöldi snúninga í kringum súluna í 0,75 til þess að reyna koma í veg fyrir vesen í prentuninni.
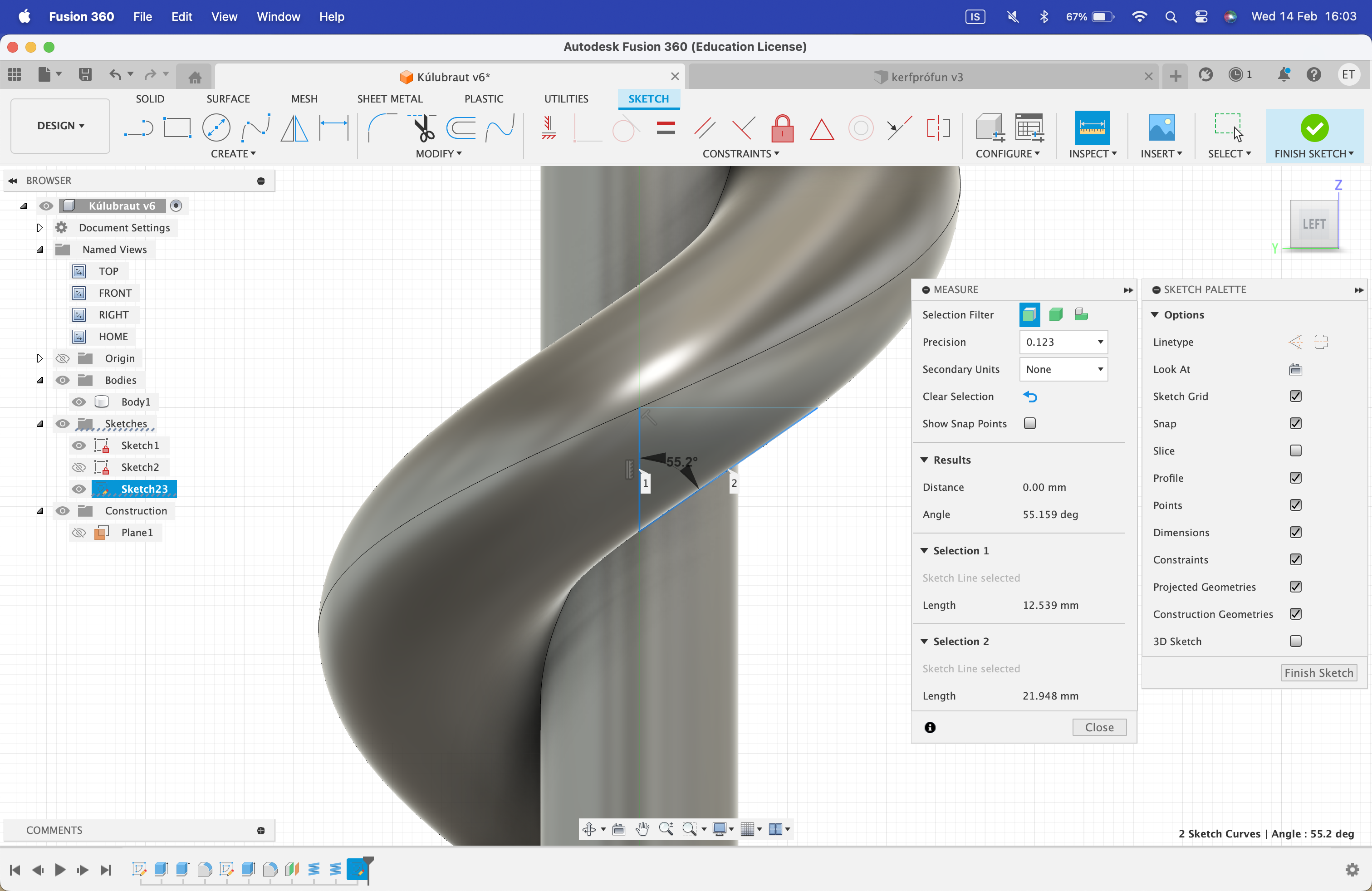
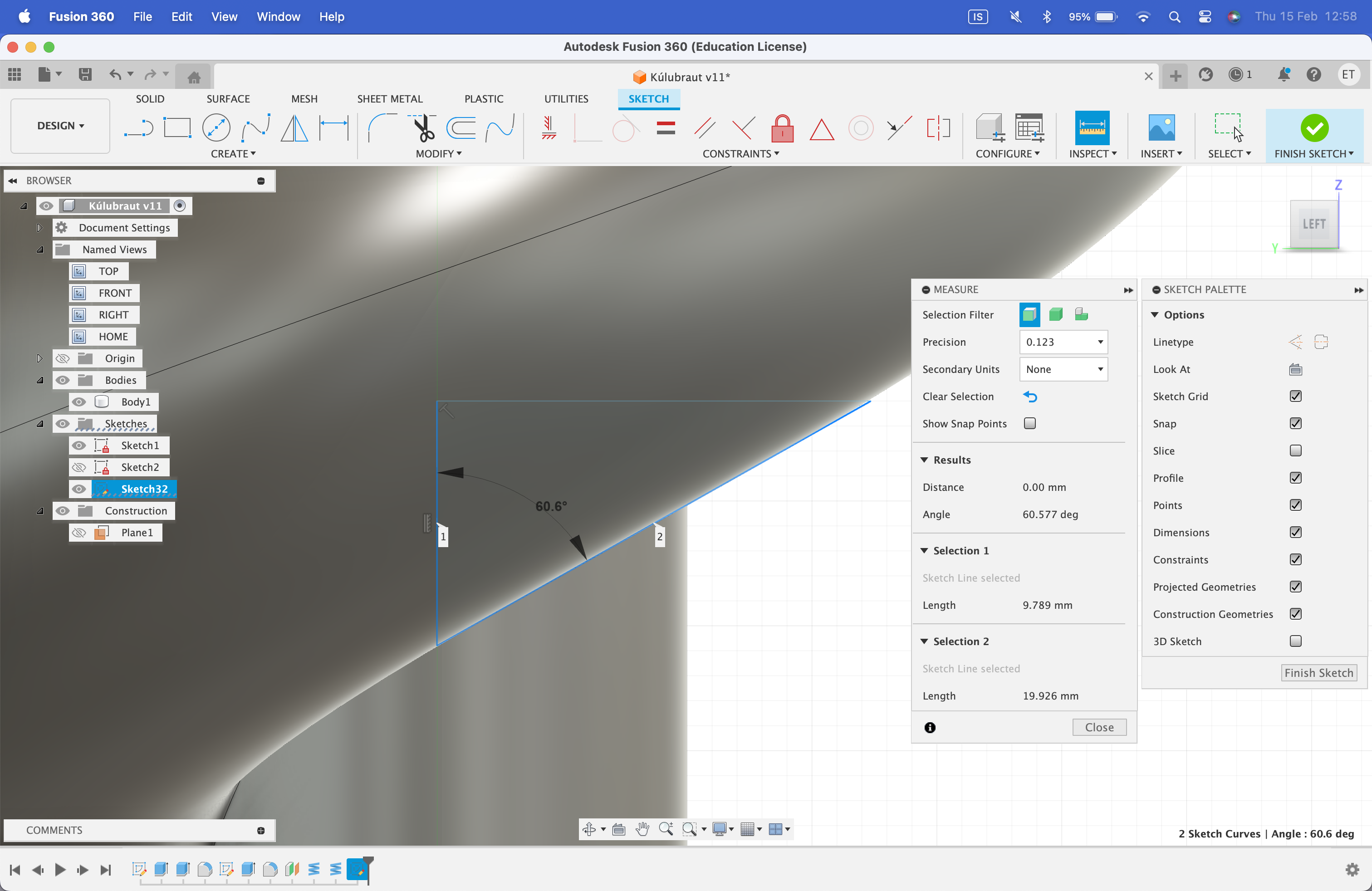
Síðan til þess að meta overhang-ið þá notaði ég þá hávísindalegu aðferð að búa til sketch þver á hlutinn, búa til eina lóðrétta línu og eina samsíða rennibrautinni og mældi síðan hornið á milli þessa tveggja lína. Hér má sjá það horn og það sést að það ætti að sleppa í prentun
Næsta skref væri að hala niður PrusaSlicer en ég var búinn að því því ég hafði verið að leika mér eitthvað áður með 3D prentara og þetta forrit. Hér má finna þetta forrit
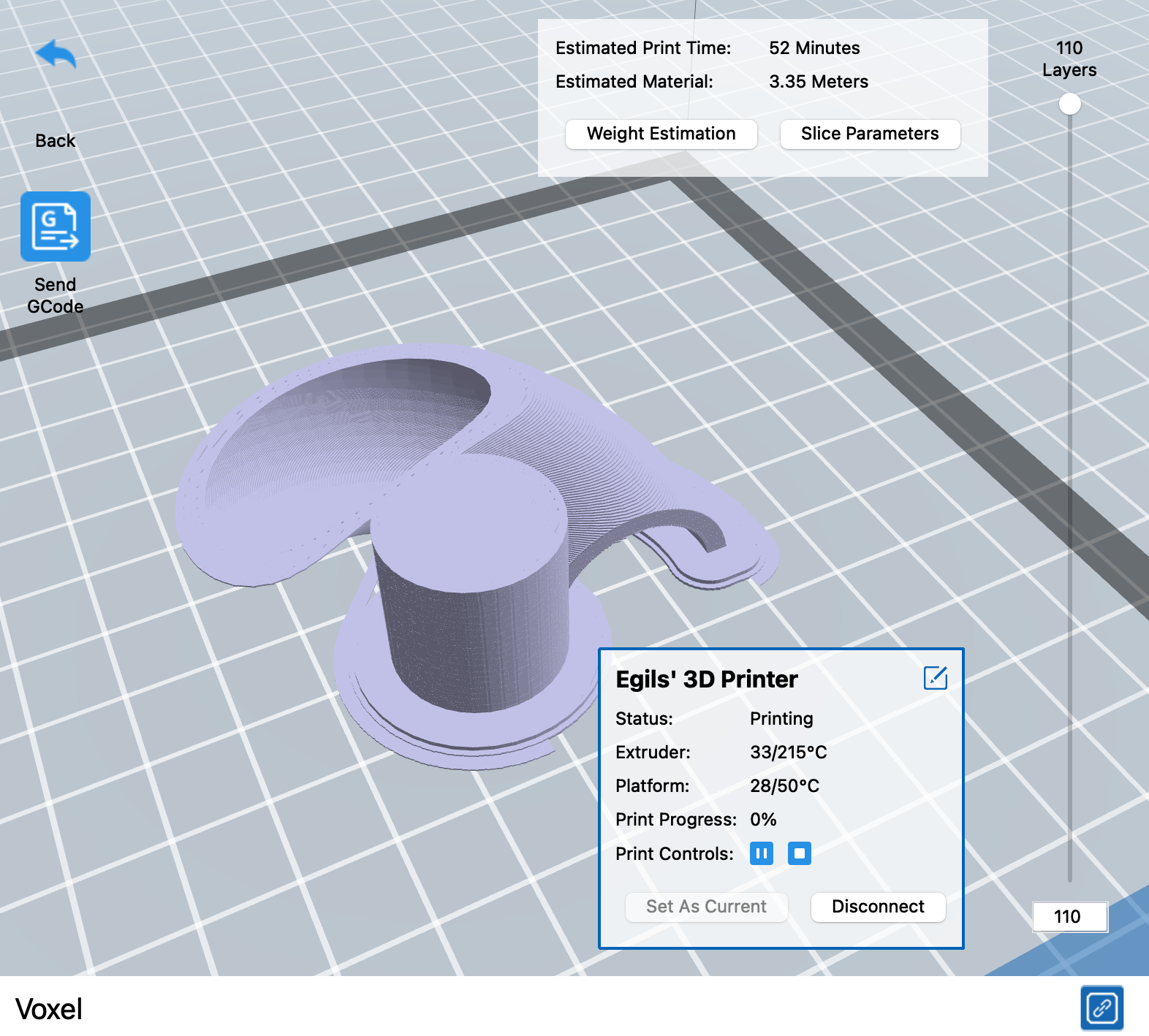
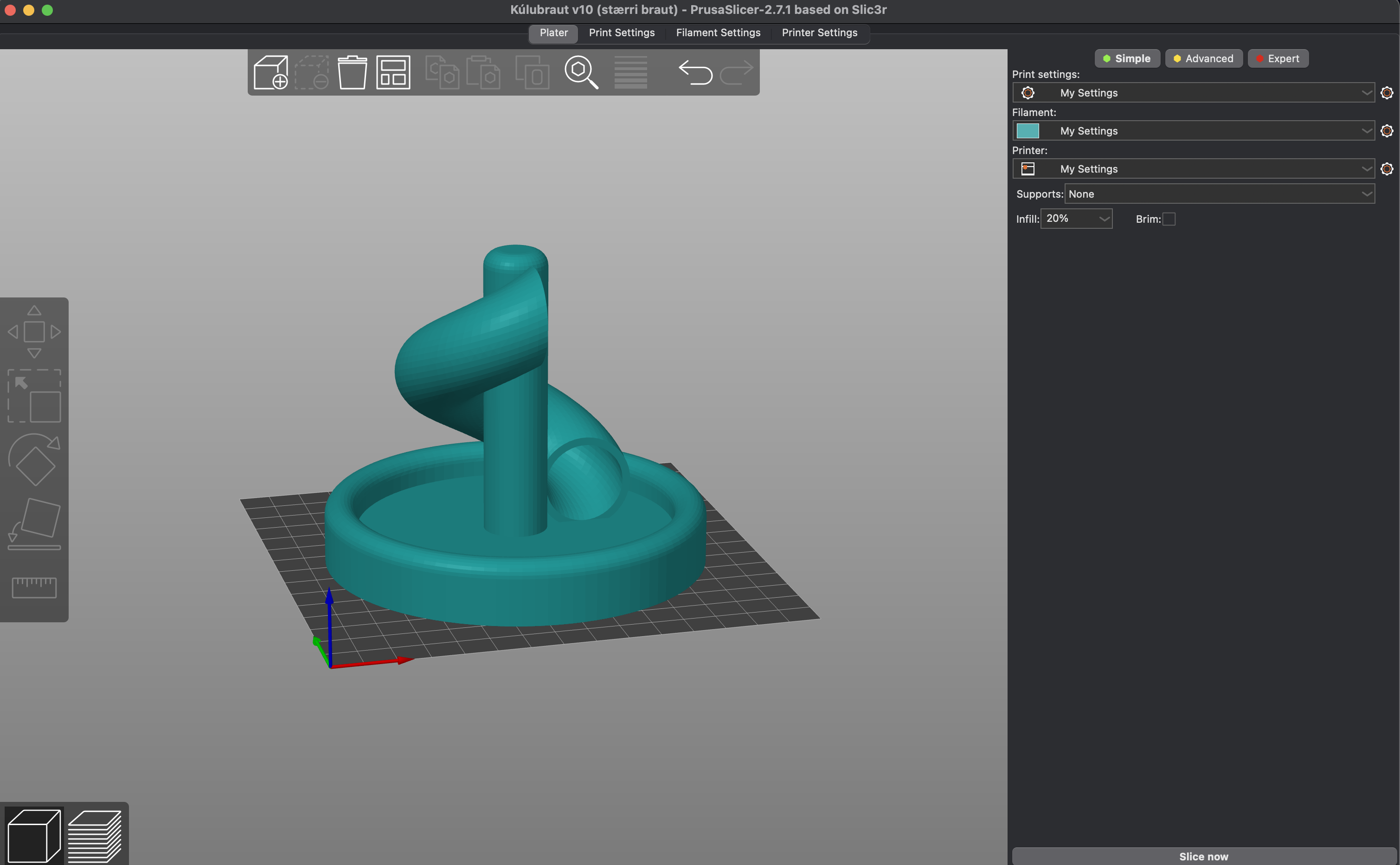
Ég export-aði síðan bara .stl skrá af hlutnum mínum og setti hann inn í PrusaSlicer. Þar er hægt að sjá helstu hluti um prentunina eins og hvar prentið gæti bilað og hvað það tekur langan tíma að prenta hlutinn.
Kennari áfangans ákvað að hætta við að hafa hópverkefni verkefnisins sem hópverkefni þannig allir nemendur þurftu að gera sína eigin prófun á hlutnum sínum. Prófunin (eða e. test) snýst um það að skoða áhugaverða staði í hlutnum sem prenta á og prenta hann sér. Með þessu er meðal annars hægt að sjá hvort að prentarinn ráði við að prenta erfiða staði í hlutnum sem getur sparað mjög mikinn tíma og efni/pening.
Til þess að gera mína prófun notaði ég innbyggðan eiginleika í PrusaSlicer sem heitir „Cut“. Til þess að nota hann þarf einfaldlega að ýta á C-takkan á lyklaborðinu. Með þessum eiginleika er auðveldlega hægt að velja hvað maður vill prenta út. Hér má sjá testið mitt, sem sagt hluturinn þegar ég er búinn að nota „Cut“ eiginleikann
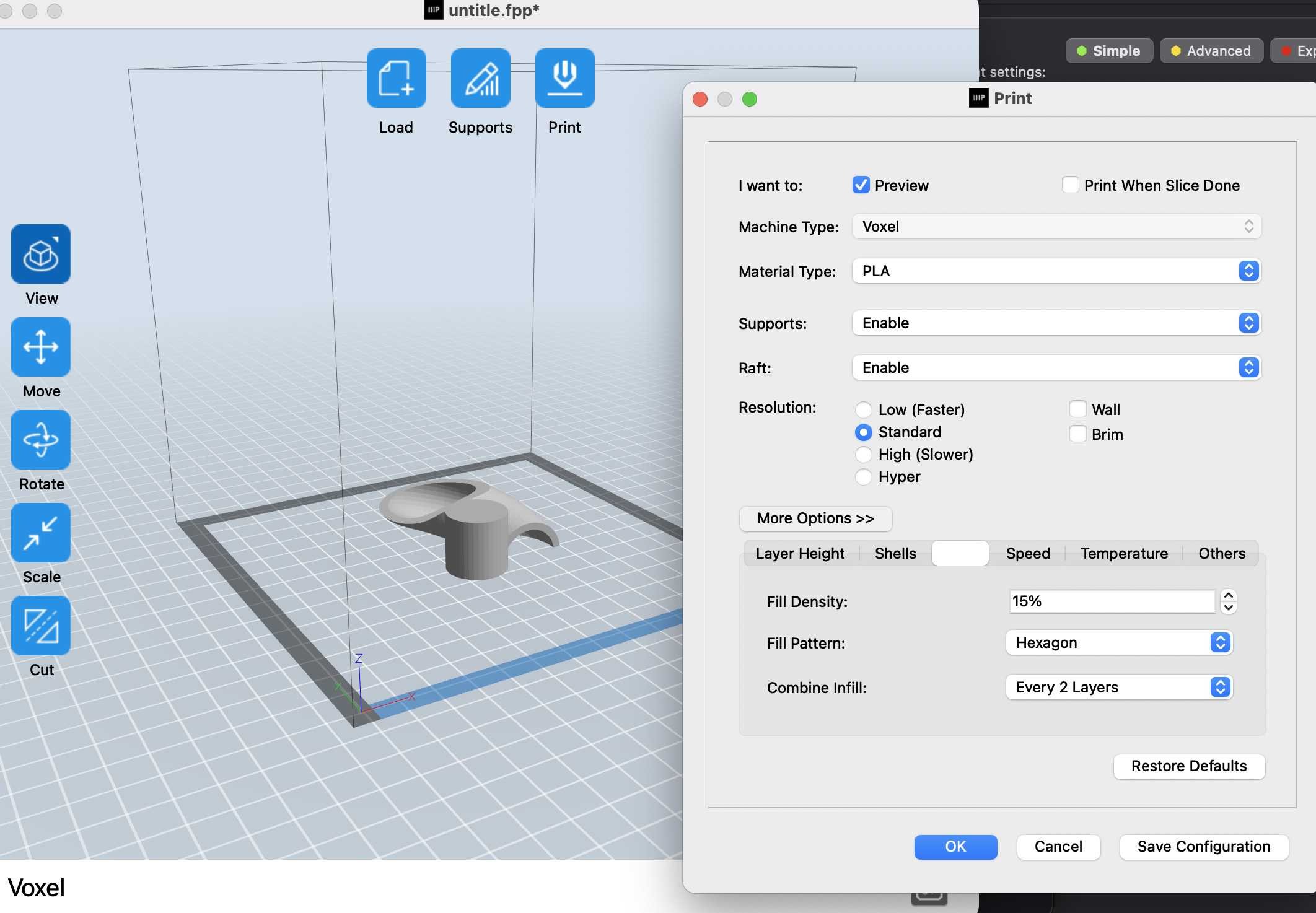
Ég export-aði síðan hlutnum í .3mf skrá (því það var það eina sem virkaði hjá mér af einhverri ástæðu) í forritið sem fylgdi prentaranum mínum, það heitir FlashPrint-MP og prentarinn minn heitir Monoprice-Voxel. Síðan stillti ég innfill í 15% og hexagon mynstur. Hér eru stillingarnar sem ég notaði
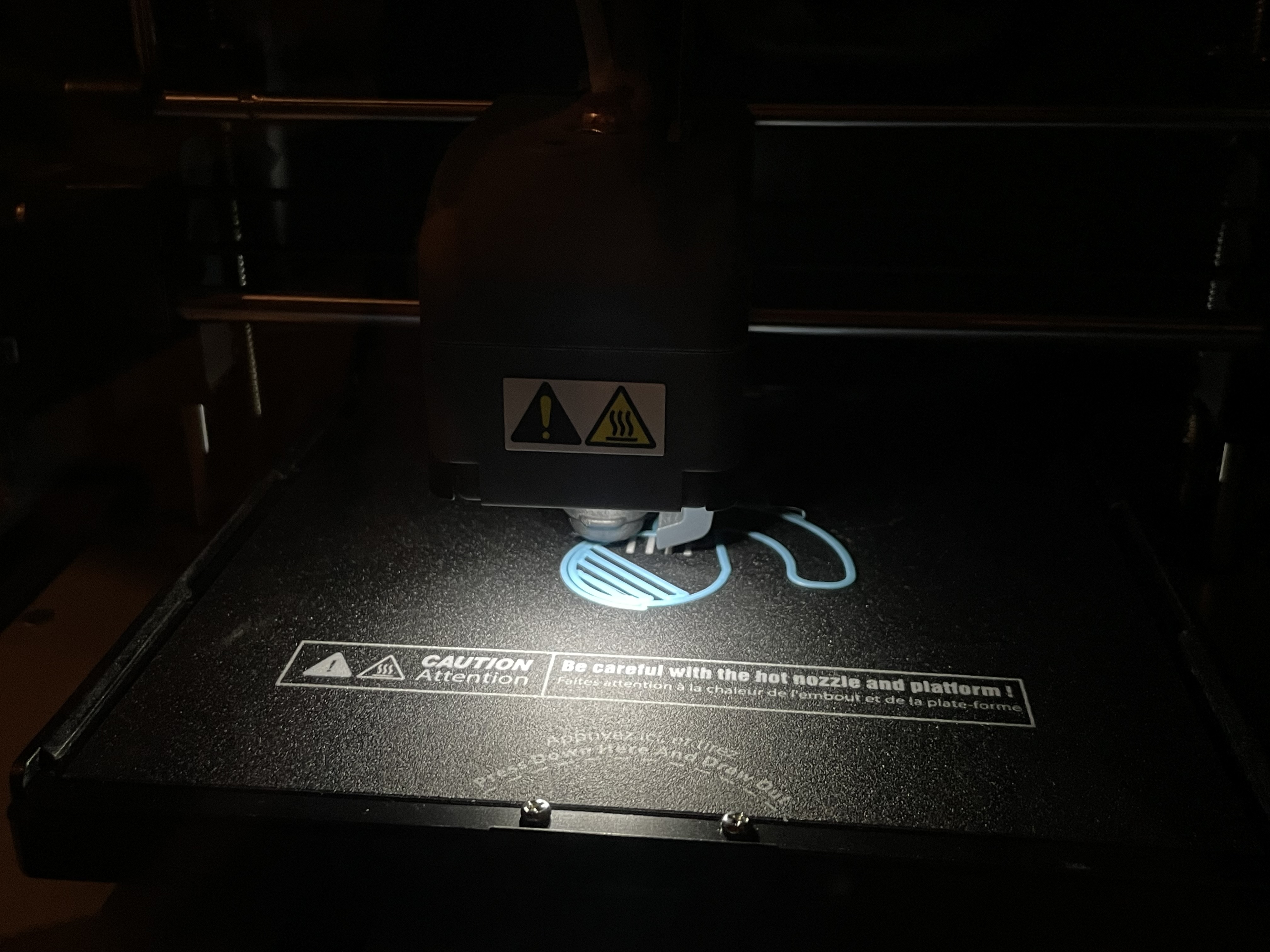
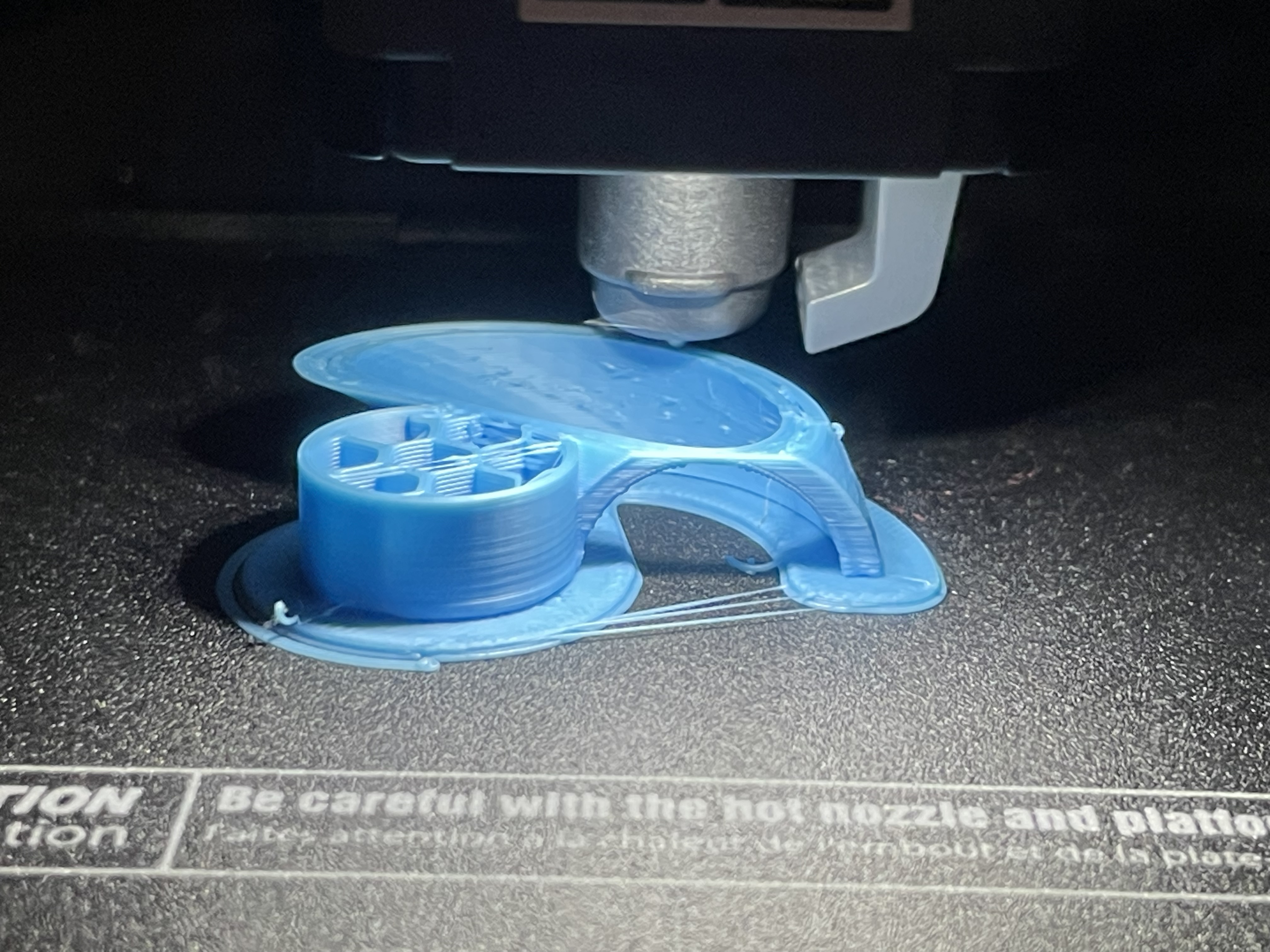
Hér er hluturinn í prentun:
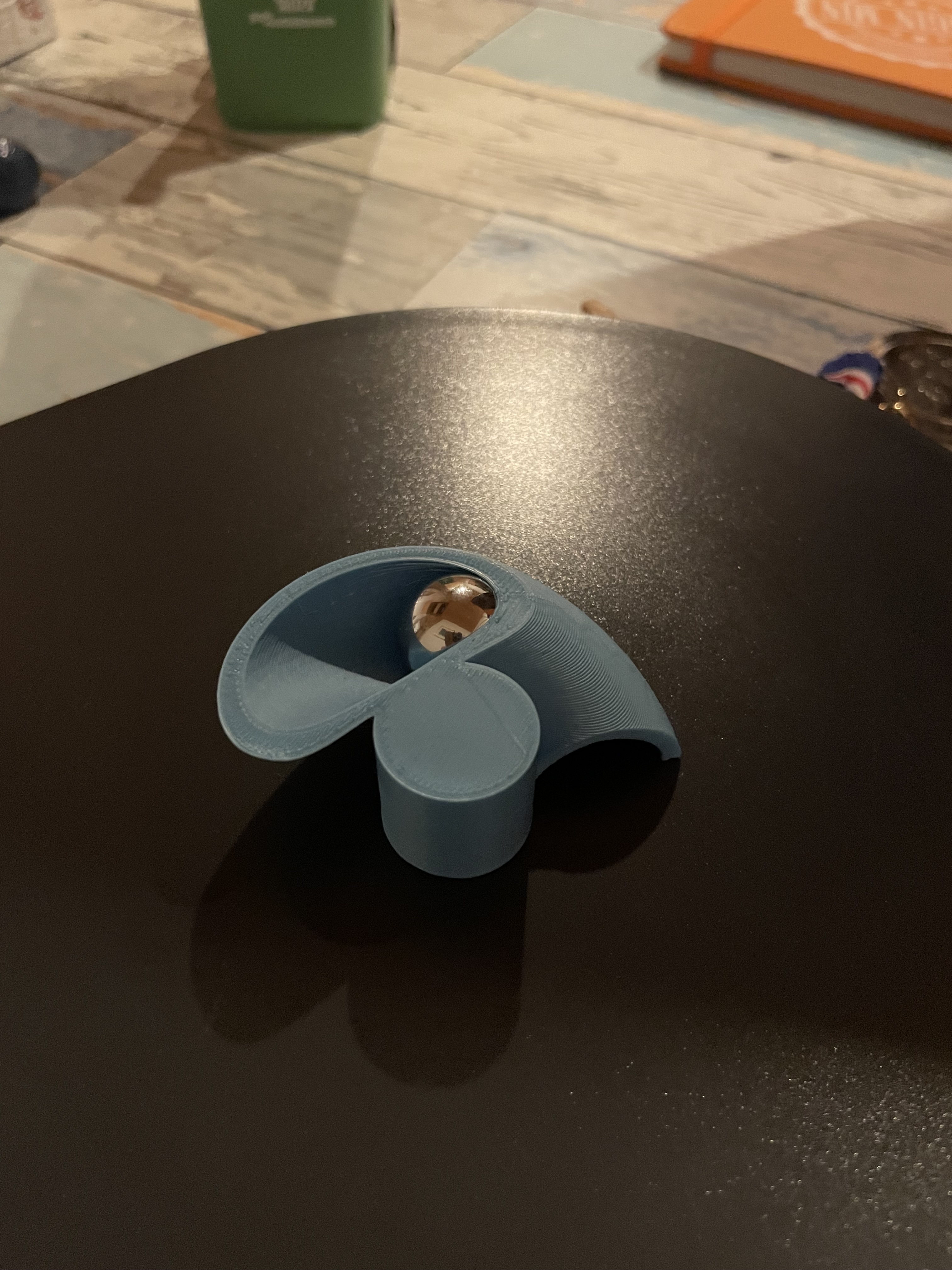
Þegar prentunin kláraðist þá stóðst overhang-ið en það kom óvænt í ljós að kúlan passaði ekki í gegn. Það kom frekar mikið á óvart því ég hafði gert innra þvermál rennibrautarinnar rúmmlega stærra en kúlan sjálf svo hún myndi renna léttilega í gegn en það var greinilega ekki nóg. Hér má sjá kúlina standa upp úr rennunni.
Ég er að giska á það sé vegna þess að þvermál rennunnar minnki frekar mikið þegar hún sveigist í hringi, það minnkaði alla vega meira en ég hafði gert ráð fyrir. En það var mjög gott að ég hafði gert test því þetta hefði komið í ljós of seint ef ég hefði prentað allan hlutinn í einu stax.
Dags.: 15.02.'24
Stærðum í teikningu var breytt til þess að kúlan myndi passa í rennuna. Ég stækkaði þvermál rennibrautarinnar um 5 mm. Hér eru nýju mælingarnar
Þvermál kúlu: 17,4 mm
Innra þvermál rennibrautar: 20 mm + 5 mm = 25 mm
Ytra þvermál rennibautar: 25 mm + 5 mm = 30 mm
Snúningurinn byrjar í hæð: 10 mm + 2,5 mm (radíus ekki þvermál hér) = 12,5
Snúningurinn hættir í hæð: 67,5 mm - 5 mm (g.r.f. stækkun rennu) = 62,5 mm
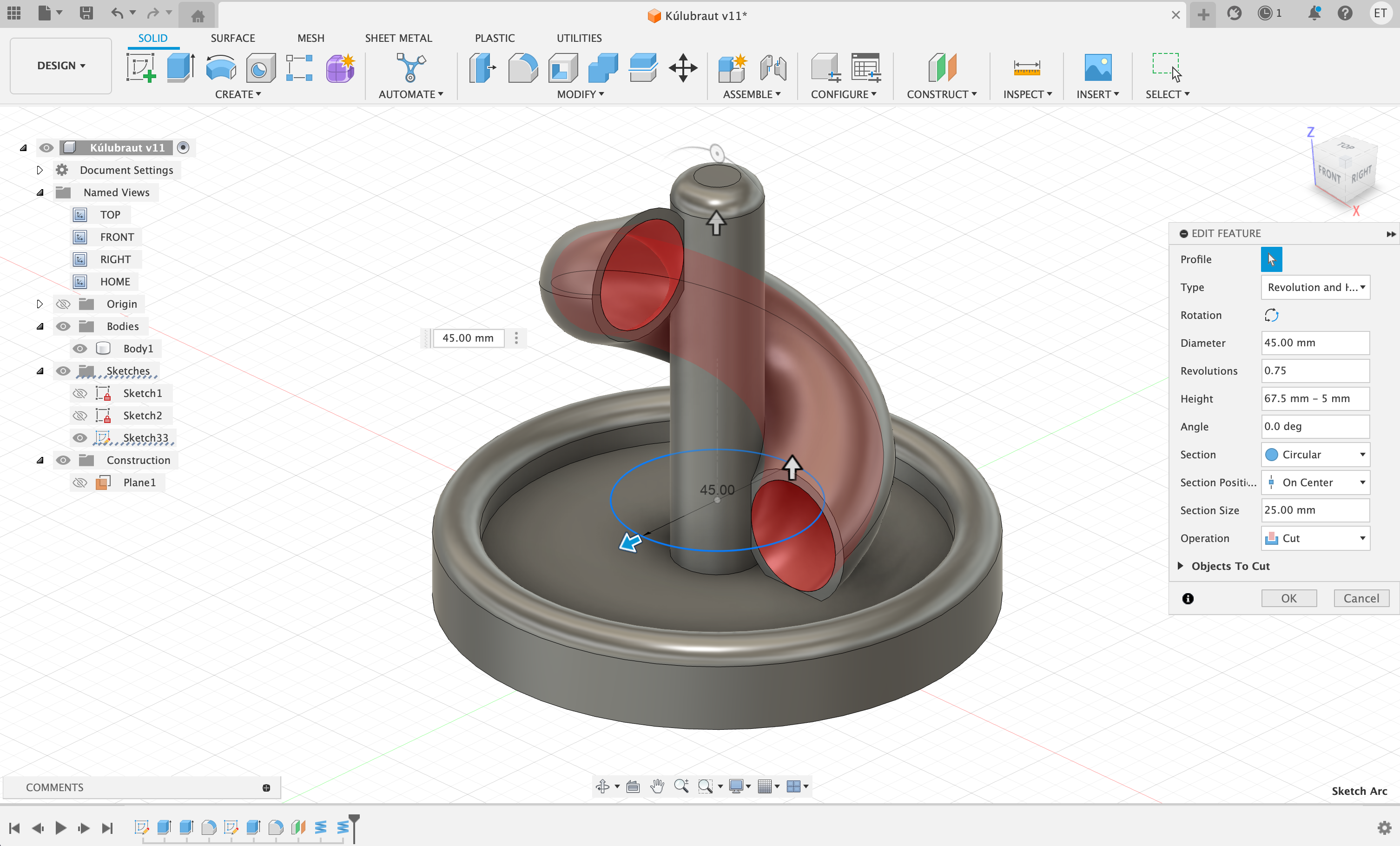
Þvermál snúnings: 40 mm + 5 mm (2,5 mm báðu megin við súluna) = 45 mm
Hér má sjá myndir af planinu sem ég notaði til þess að stilla af snúninginn í rennibrautinni og bæði Coil-in (allt eftir breytingar).
Síðan athugaði ég aftur overhangið með hávísindalegu aðferðinni minni, bara til öruggis. Hér má sjá það
Síðan prentaði ég annað test með nýju breiddunum, því hafði lært af reynslunni hvað testin eru sniðug. Ég fylgdi sömu aðferð og áður til þess að prenta, stilli infill-ið með hexagon mynstri aftur og 10% fyllingu til þess að athuga hvort það virki því 10% fylling myndi spara tíma og efni í loka prentinu.
Þegar seinna test-ið kláraðist kom í ljós að þessar breiddir og stærðir voru réttar fyrir kúlina, allt virkaði, og tími kominn til að prenta allann hlutinn.
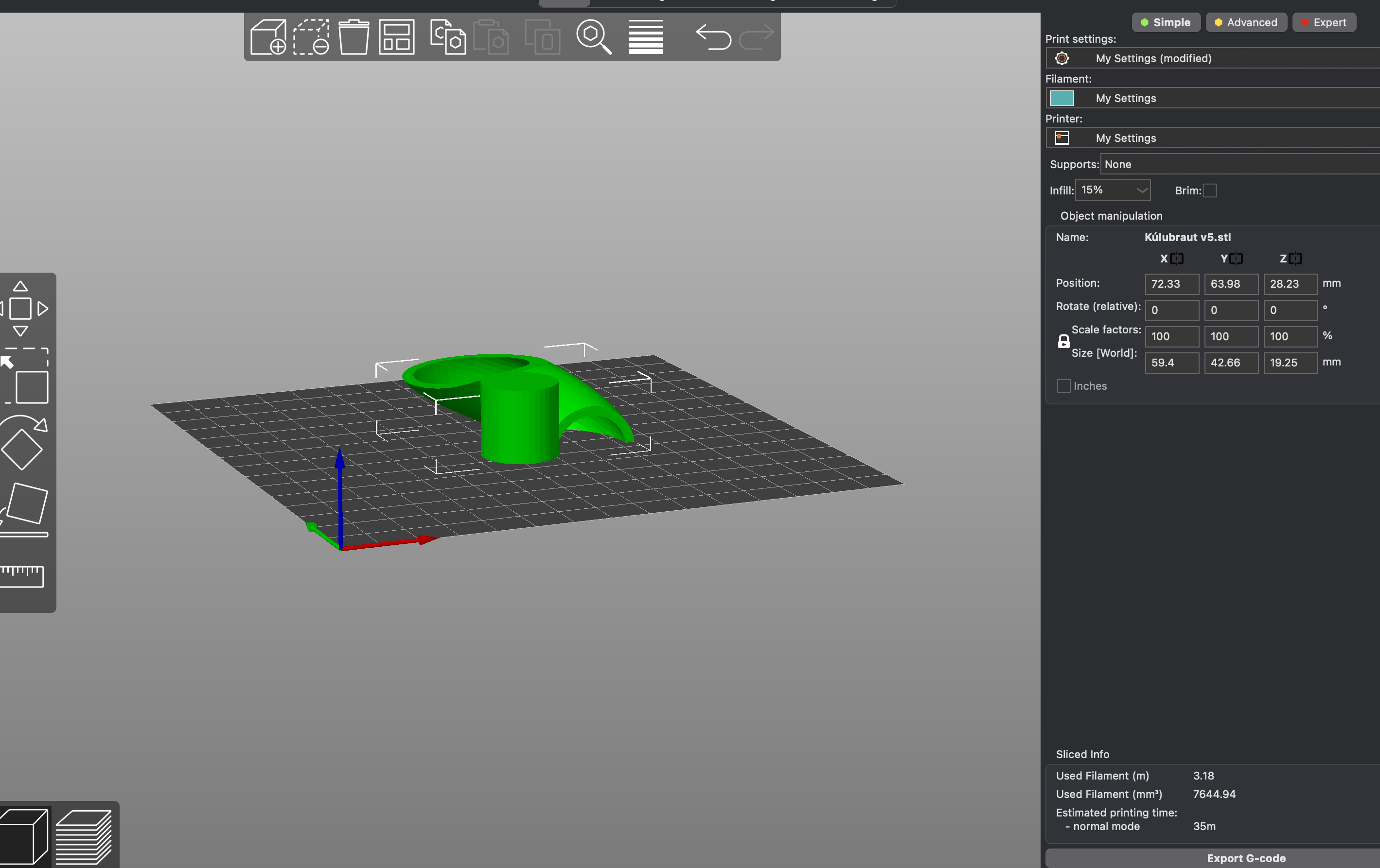
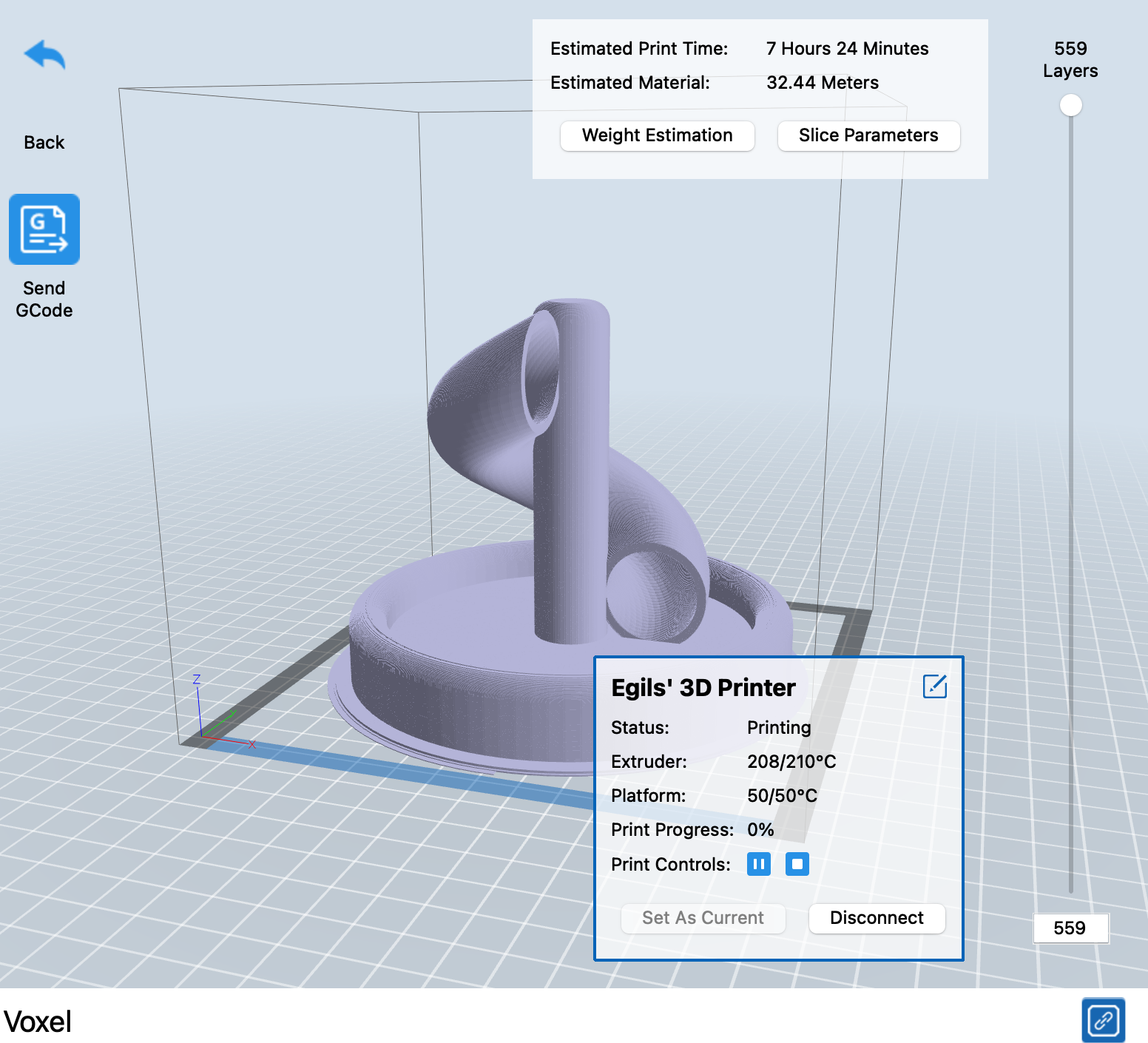
Ég setti allann hlutinn inn í PrusaSlicer til þess að skoða tölfræði hlutarins, þannig séð óþarfti því ég er ekki að prenta beint úr PrusaSlicer en gerði það bara til gamans. Hér er mynd af stóra hlutnum í PrusaSlicer
Ég setti hlutinn minn síðan bara í forritið fyrir prentarann minn, upload-aði 3D skránni í prentarann (í gegnum WiFi, lúxus) og beið eftir að það myndi klárast
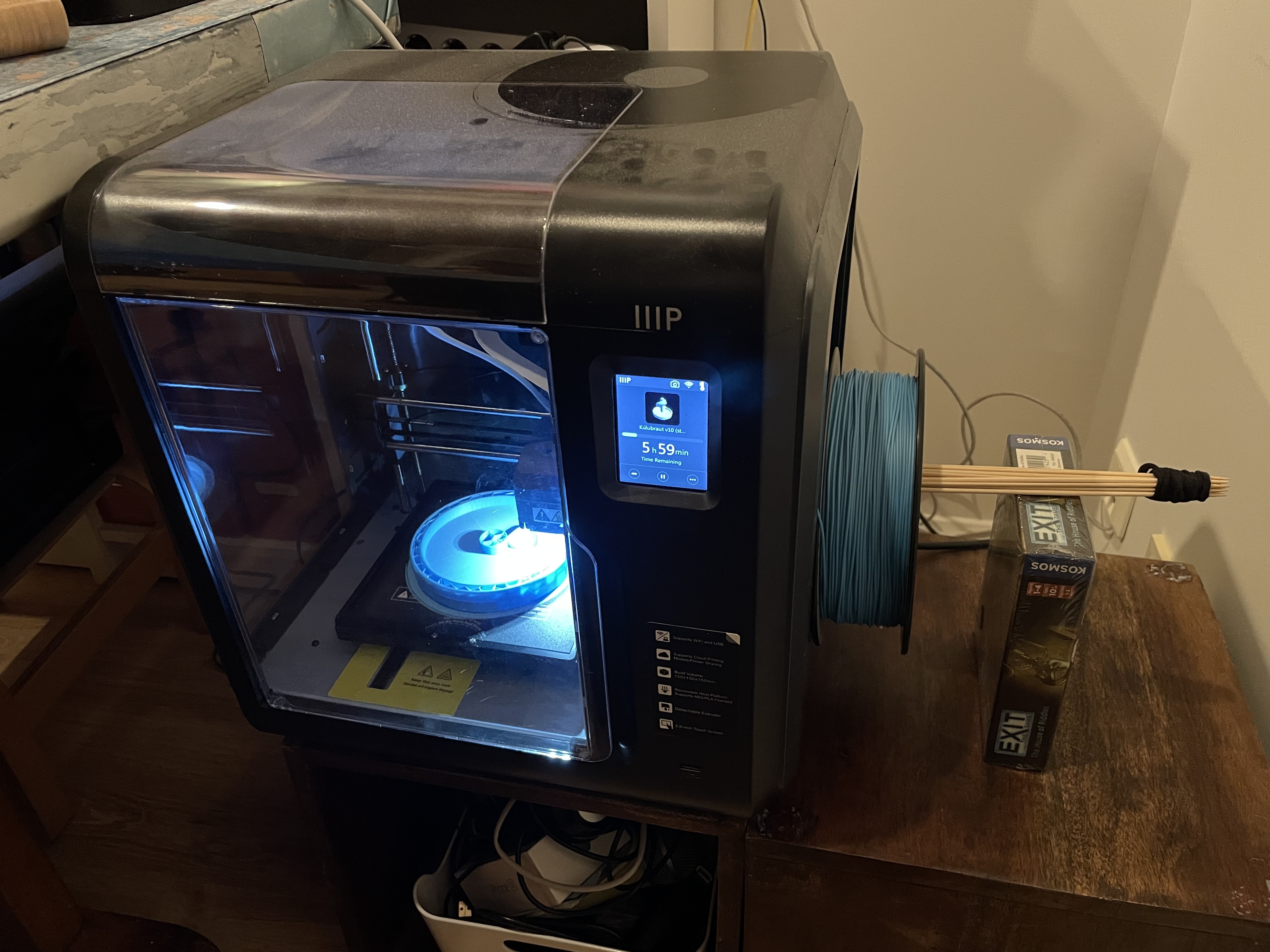
Þegar ég var að byrja að prenta mundi ég eftir því að efnisrúllan mín passaði ekki inn í prentarann svo ég þurfti að finna upp á einhverri ghetto lausn til þess að sjá til þess að prentarinn fengi nóg af efni á meðan þetta langa prent væri í gangi yfir nóttinu. Ég kallaði á minn innri MacGyver, notaði sykurpúðaprjóna, borðspil og hillu til þess að þetta myndi allt ganga. Hér er afraksturinn
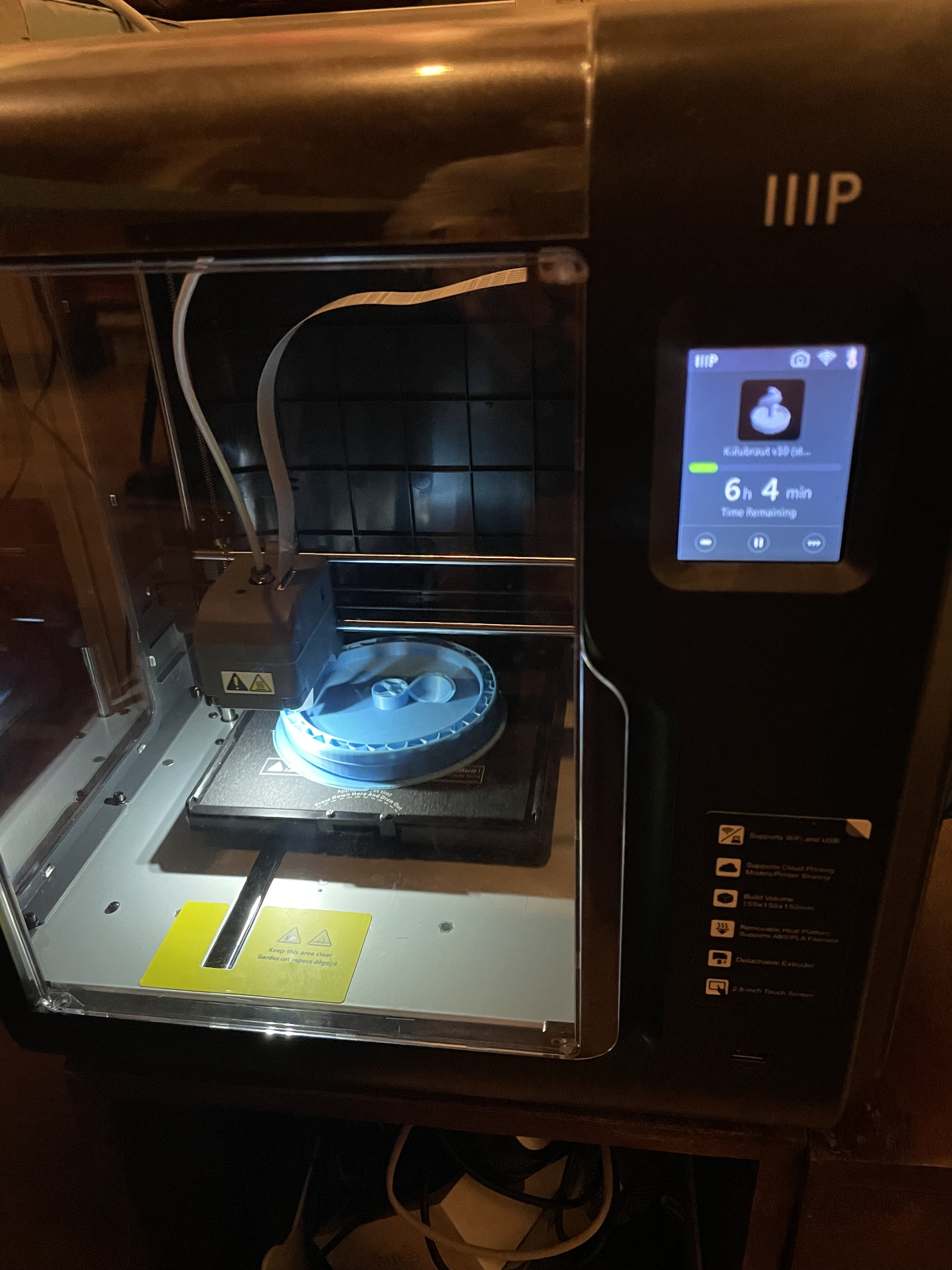
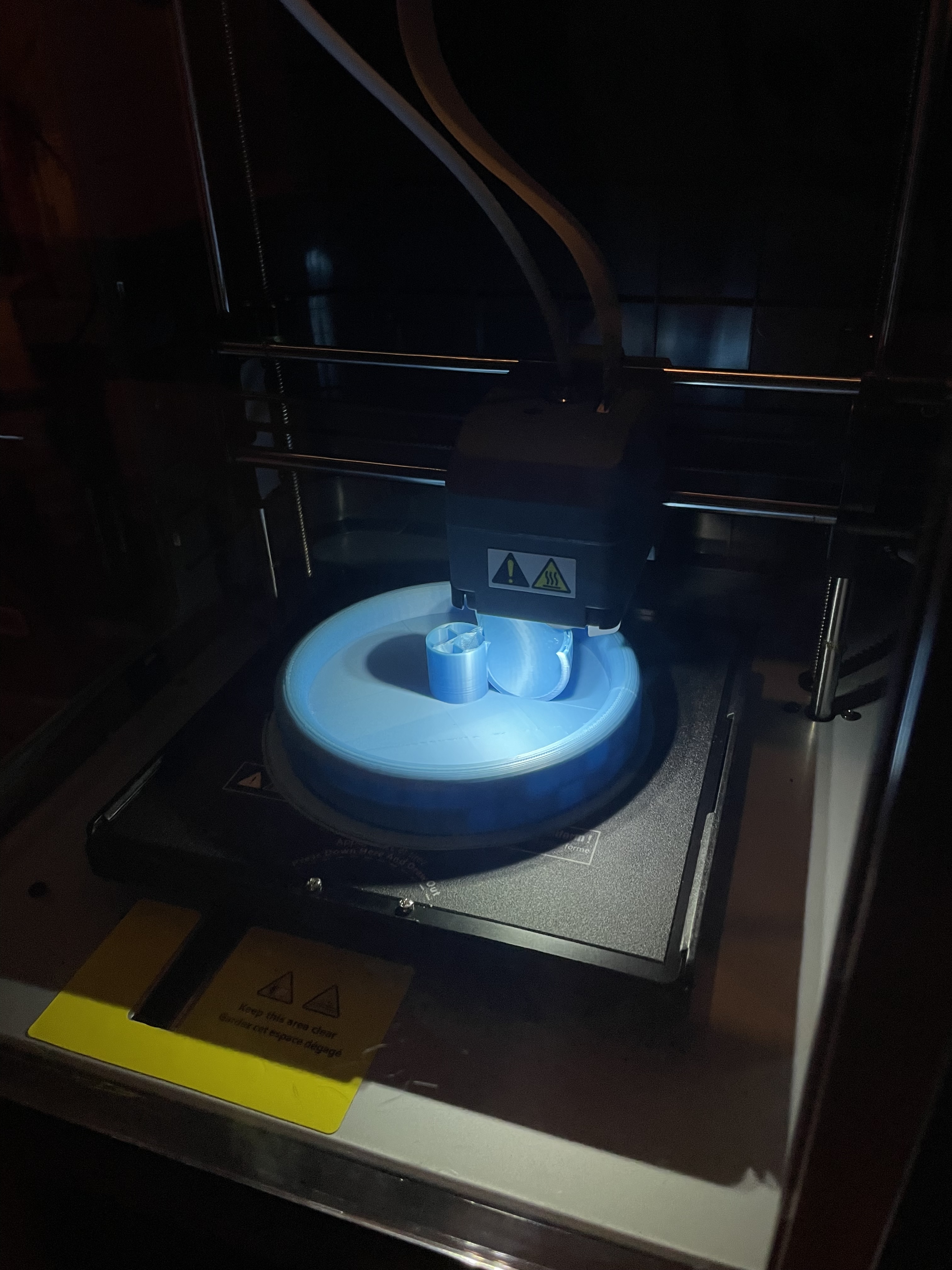
Hér má sjá prentið í gangi
Prentið byrjaði að prenta flekann undir hlutinn kl 18:51, byrjaði á hlutnum ca 20:50 og kláraði að prenta ca 4:14. Áætlaður prenttími hlutar: 7 klst & 24 mín, heildar prenttími: 9 klst & 24 mín.
Prentað var yfir nótt.
Dags.: 16.02.'24
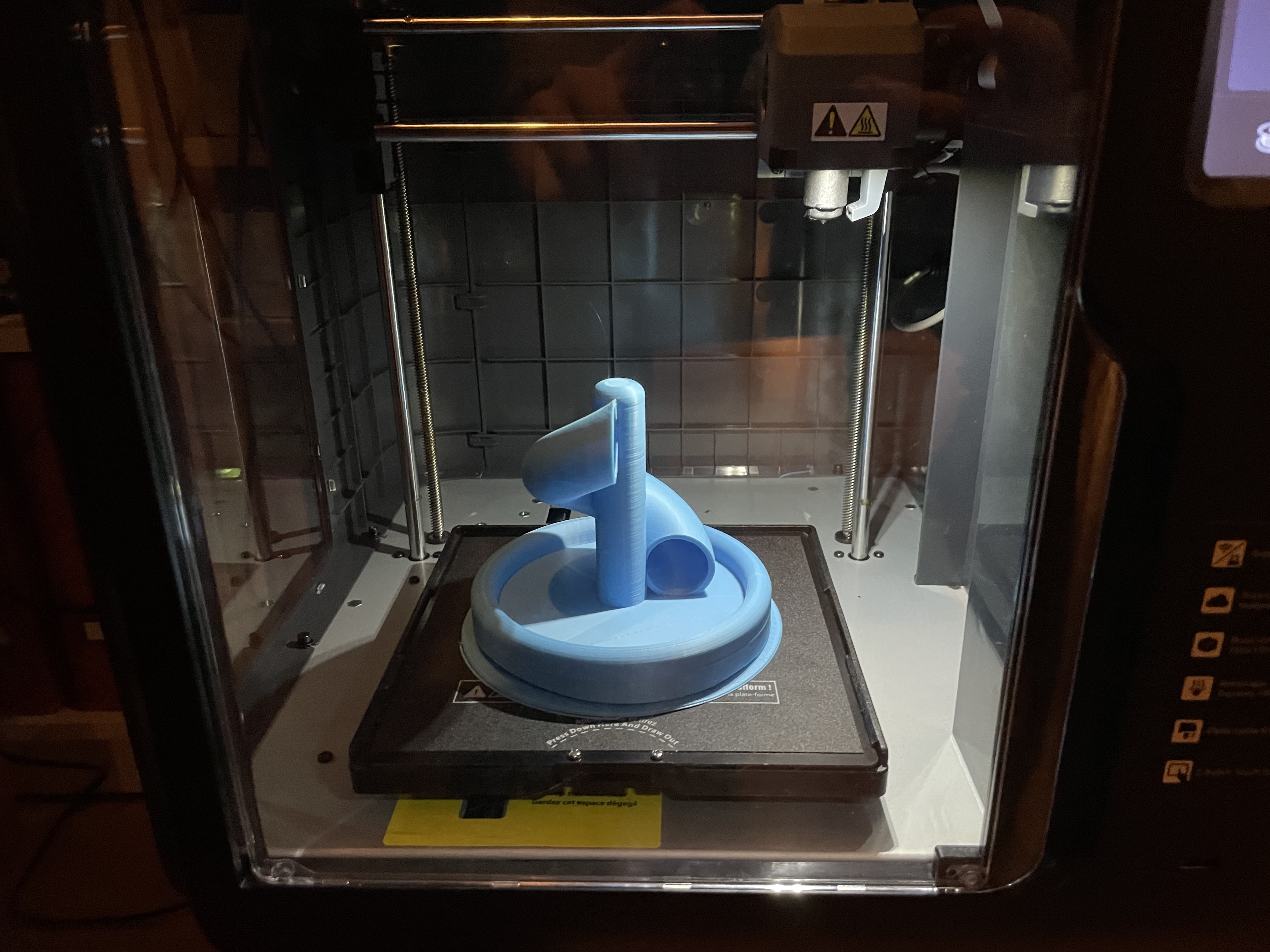
Hér má sjá lokaniðustöðuna á prentinu
Hér eru öll prentin saman hlið við hlið; frá vinstri: test 1, test 2, lokaniðurstaða